
 English
English

製品

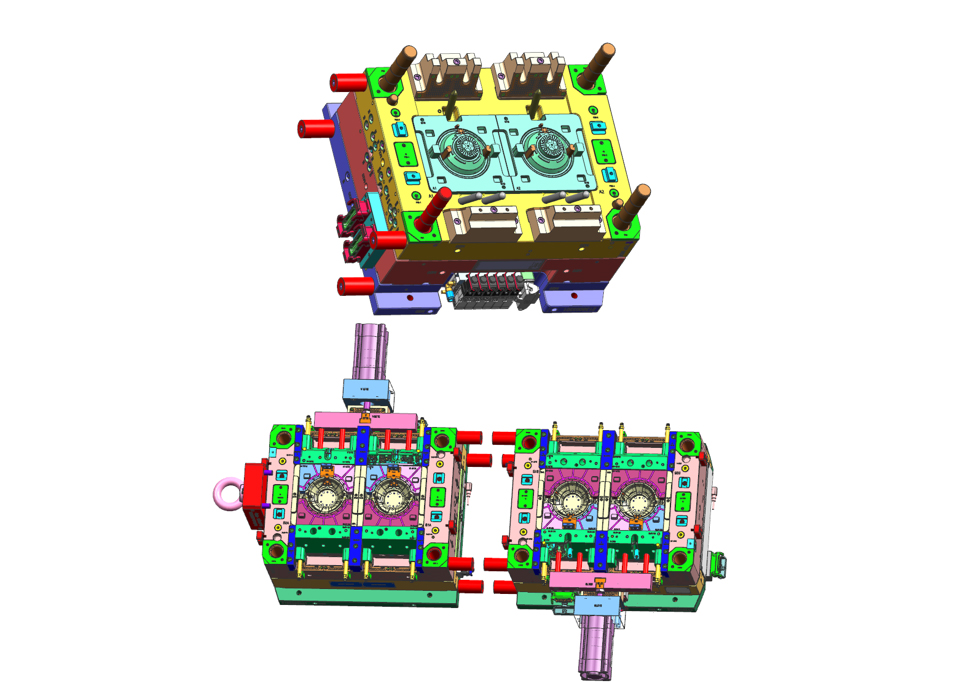
150mmバスケットプラスチックインサート成形ツールは,安定した生産性能,長い金型寿命,一貫した部品品質が求められる精密射出成形用途向けに開発されました。このプロジェクトは2キャビティ金型構造を採用し,アルマアク・アルジャコムPC R150 GF10エンジニアリングプラスチック材料用に設計されています。
インサート成形用途では,連続生産サイクル中に金型の安定性と寸法の一貫性が重要になります。量産中の金型の耐久性を向上させ,摩耗を低減するために,金型は硬度がHRC50~52に制御された1.2343 ESR硬化鋼を使用して製造されています。この鋼種は,優れた熱安定性,耐摩耗性,研磨性能のため,精密射出成形金型によく使用されます。
ツーリングシステムはハスコの標準仕様に基づいて設計されており,部品の互換性,メンテナンス効率,および長期的な生産安定性の向上に役立ちます。金型構造は,1つの固定側と2つの可動側で構成されており,成形プロセス中の安定した金型の動きと正確なインサート位置決めをサポートします。
製品名: | バスケット プラスチック 150mm |
材料: | アルマアク アルジャコム PC R150 GF10 |
金型鋼: | 1.2343 esr |
鋼の硬度: | hrc50-52 |
金型規格: | スタンダードハスコ |
金型構造: | 1つの固定側,2つの可動側 |
キャビティ数: | 2つの空洞 |
成形プロセス: | インサート成形 |
インサート成形生産において,金型精度は組立精度と最終製品の一貫性に直接影響します。金型構造は,繰り返し成形作業中の寸法精度を維持しながら,安定した生産サイクルをサポートするように最適化されています。
2キャビティ構成は,成形安定性を損なうことなく生産効率を向上させるのに役立ちます。連続生産能力を必要とするメーカーにとって,マルチキャビティ金型はサイクルコストを効果的に削減し,生産性能を向上させることができます。
長時間の生産運転中に安定した動作を確保するため,金型構造は以下の点を考慮して設計されています。
射出圧力時の金型剛性
-安定した金型開閉動作
- 一貫した空洞バランス
冷却効率の向上
金型のメンテナンスと交換が容易になる
これらの要素は,生産停止時間を削減し,製品の品質を安定的に維持するために重要です。
このインサート成形ツールは,以下を含む複数のエンジニアリングおよび産業製造分野に適用できます。
工業用バスケットのプラスチック部品
エンジニアリング構造部品
自動車用プラスチックアセンブリ
電気ハウジング部品
成形された機能部品を挿入する
精密工業用プラスチック製品
この金型構造は,安定した生産能力と信頼性の高い長期的な金型性能を必要とするメーカーに適しています。
インサート成形とは何ですか?
インサート成形とは,射出成形プロセスの一種で,プラスチックを射出する前に,金属などの部品を金型内に配置します。その後,プラスチック材料をインサートの周囲に成形して,一体型の部品を作成します。このプロセスは,組み立て効率と製品の構造安定性の向上に役立ちます。
射出成形金型に1.2343 ESR鋼を使用する理由とは?
1.2343 ESR鋼は,優れた耐摩耗性,熱安定性,靭性のため,精密射出成形金型の製造に広く使用されています。標準金型鋼と比較して,ESR鋼は,長い生産サイクル中に優れた耐久性とより安定した性能を提供します。
2キャビティ金型の利点は何ですか?
2キャビティ金型は,1回の射出サイクルで2つの部品を製造できるため,生産効率の向上と製造コストの削減に役立ちます。マルチキャビティ金型は,安定した生産量と一貫した製品品質が求められる大量生産環境で一般的に使用されています。
HRC50~52の硬度が金型性能にとって重要なのはなぜですか?
HRC50~52の硬度は,耐摩耗性と靭性のバランスの取れた組み合わせを提供します。適切な硬度は,金型の摩耗を軽減し,工具の寿命を延ばし,連続生産作業中の寸法精度を維持するのに役立ちます。
この成形プロジェクトにはどのような材料が使用されていますか?
このツーリングプロジェクトでは,ガラス繊維強化ポリカーボネート材料であるAlmaak Aljacom PC R150 GF10を使用しています。この材料は,高い機械的強度,優れた寸法安定性,およびエンジニアリングプラスチック用途向けの信頼性の高い耐衝撃性を備えています。